UNI-VEE
The most economical solution for flexible “V” Block fixturing
The UNI-VEE is configured with a geometrically correct rectangular Main Body indexable in 90 degree rotational increments about its centerline to allow quick, repeatable positioning. Specifically, it allows the ability to quickly and accurately rotate the fixture 180 degrees allowing a number of benefits for machine work. With no protrusions on its front, back or bottom, UNI-VEE can be installed directly into the shop milling vise or to lay flat on a table or surface plate. This also facilitates laying down the UNI-VEE for the contouring of custom jaws, eliminating the need for a special fixture and a chance to increase the accuracy of shop-built jaws.






UNI-VEE BENEFITS
1) UNI-VEE’s Remarkably large range of capacity (2″-12″Ø);
In a configuration suitable for large or small machines.
UNI-VEE offers a singular solution for accommodating Workpiece size. Unmatched in diametric range, there’s no more guessing about what tooling components to use, how the setup will look, or how secure it will be. The same UNI-VEE components, using the same, uniform protocol, work for the entire capacity range. In short, all the time normally spent in selecting and assembling bars, studs, step blocks, and spacers, in order to construct an acceptable clamping arrangement, is completely eliminated. Additionally, the compact UNI-VEE footprint allows more options in its placement on the machine element.
These critical advantages are mandatory for efficiency and safety in a CNC environment, as the shape & position of each UNI-VEE structural element remains unchanged despite varying Ø’s. This allows the programmer to quickly place the Workpiece/UNI-VEE assembly in the computer and verify collision avoidance without manual preliminary measurements.
These same benefits extend to quotations and job planning through the ease in pre-determining the appropriate machine & configuration required.
2) UNI-VEE’s Solid Support Structure;
With direct support between the Workpiece and your machine elements, UNI-VEE eliminates any related fixture deflection.
You’ve seen the other “V” blocks with one central web, and large pockets under the front and back of the “V”. This configuration is typically found in larger “V” blocks and, when used in single block setups, it limits the amount of clamping force you can apply, allows the Workpiece to rock, and renders the result unacceptable. Ultimately, it can severely restrict the amount of machining force you use (and adds to that memorable spongy feeling when tensioning the studs).
In contrast, UNI-VEE’s main body has a large shear plane under both the front and back of the “V” to support your Workpiece the old-fashioned way, with solid material in order to prevent any rocking tendency, yielding the security to make single block applications reasonable.
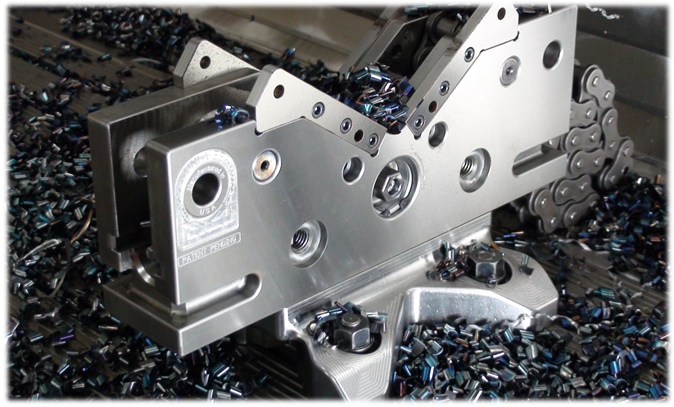
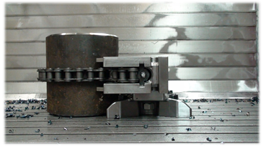
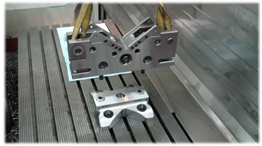
It’s important to keep in mind that from its initial concept, UNI-VEE’s supporting structure was designed for single block machining applications in a Tool & Die environment, as this would be the primary configuration used. (The first application for which the prototype was built is depicted in a vise on pg. 1, above).
Of course, multiple block setups also benefit greatly from the increased strength.
Not the easiest way to make a “V” block, not the cheapest way, just the best.
3) UNI-VEE’s Built in Indexing features;
3 faces on UNI-VEE have indexing features that, when used with the Base Plate, offer 6 accurate Workpiece orientations. (3x @ 0°,180°)
Unique to UNI-VEE, the indexing includes horizontal to vertical orientations without the common clamp obstruction. This not only supports Workpiece access, but was a prerequisite for producing Ex-Jaw profiles & sub-fixtures with UNI-VEE laid down, and then machining the Workpiece with UNI-VEE vertical, all in one basic setup and on one machine.
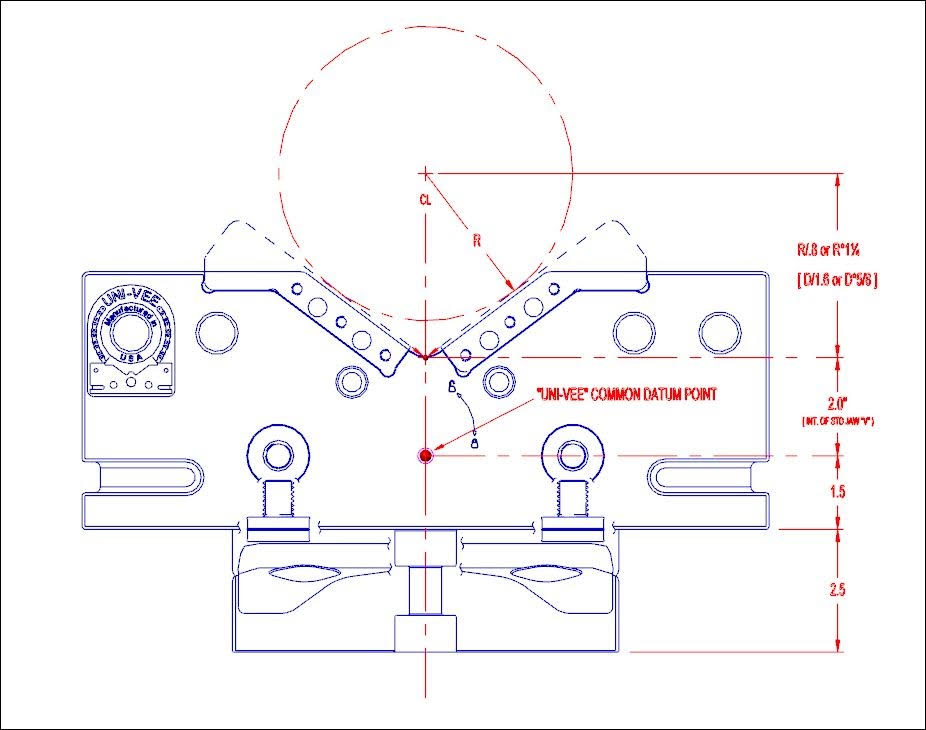
4) UNI-VEE’s Common Datum Point (CDP);
UNI-VEE’s CDP stays the same when changing orientations on the Base Plate.
No need to re-locate your Datum when switching orientations if you program using UNI-VEE’s CDP.
Just set up the Base Plate, install your UNI-VEE + Workpiece, and begin machining.
If you need to use a Workpiece defined Datum, program one Datum shift from UNI-VEE’s CDP for each orientation. This way, all datum shifts are inside the program and the job setup is always the same:
Just set up the Base Plate, install your UNI-VEE + Workpiece, and begin machining.
This also applies to moving UNI-VEE between machines or running a repeat job. Additionally, you can even locate the CDP, without the Base Plate, using any of UNI-VEE’s locating bushings.
5) UNI-VEE’s Easy Workpiece center height calculation with the Standard Jaws;
The UNI-VEE design makes accurate predetermination of round Workpiece height easy.
(R/.8+2 = ↕CDP-CL) or (R•1¼+2 = ↕CDP-CL)
When should you know where Workpieces will be located in your machine cube?
As early as possible. Quoting and job planning are more accurate when the configuration of the Fixturing is predictable, and early selection of the most appropriate machine helps to smooth workflow. If the setup will run out of vertical room, you need to be able to quickly quote and plan for a horizontal solution.
With UNI-VEE, finding the CL height for round parts is quick and easy.
Just use a simple formula and you have the CL height, supporting accuracy in both quotations and job planning. Find the illustrative template (pg 11 below) for reference.
6) UNI-VEE’s Flush surfaces for simple mounting;
UNI-VEE’s flush surfaces also simplify programming, cleaning & handling, and offer increased Workpiece access.
By having all of its permanent indexing features recessed, both UNI-VEE and the Base Plate surfaces can be routinely stoned and easily cleaned while still allowing maximum surface contact. Programmed Clearance Heights can be reduced and are more uniform, shorter tool holders can be used, and both visibility & chip clearing are improved due to the lack of obstruction.
This feature also means there’s no need for spacer blocks to clear protrusions. UNI-VEE will set directly against your machine elements when necessary.
7) UNI-VEE’s Exchangeable Jaws (Ex-Jaws);
UNI-VEE’s Ex-Jaws provide an economical, in-house solution for quickly matching unique Workpiece geometry requirements.
Another unique and powerful feature of the UNI-VEE design is the Ex-Jaw. Workpiece security is increased significantly by allowing the User to create the desired Jaw-Workpiece contact geometry, plus the Ex-Jaw also allows this geometry to be produced as-needed, on-site, and with outstanding precision.
The common “V” block attempts to support the uniformly round Workpiece with line contact along the entire length of the “V”.
When the Workpiece is rough stock, it will pivot on its high points, reducing stability.
With stepped Workpiece diameters, spacers become necessary and, with splines or gear teeth, the chances of correct contact & indexing are slim. (I’ve never had it “just work out” yet!).
Clamping tubing is risky and only used in very light force applications.
Between the “V” body, its supporting elements and the workpiece clamping components, it seems like something is always in the way.
The Standard UNI-VEE Jaw also supports the uniformly round Workpiece with line contact, but only at the four extreme end locations in order to prevent rocking and provide maximum stability. The defined Workpiece clearance area between the Standard Jaws will mean no contact for normal stock deviations.
However, with the Ex-Jaw feature, you can increase the Workpiece contact area radially as needed, while maintaining stability.
Ex-Jaws with stepped diameters are easily made and contours that include radii for nesting pins can be produced directly in the Ex-Jaw to control indexing, lines-of-contact, accommodating splines, gear teeth, and many other Workpiece based details. Also, using the Standard Jaws, there’s a simple sub-fixture you can quickly make for Workpiece holding applications like tubing and ground/polished diameters.
So why not geometrically modify the common “V” block to suit the Workpiece?
Because… It’s difficult to reach the necessary areas in one setup, it’s not easily indexable, the process of clearing unnecessary portions is tedious, it tends to weaken the “V” block structure, it may need multiple machines to accomplish, the tooling costs and time are unpredictable, and outsourcing may be necessary.
Project support would be difficult to get from anyone involved!
But with UNI-VEE…All the Jaws can be produced quickly in one setup, the indexing capability is built in, unnecessary areas are already cleared, the “V” structure is not weakened, profiling can be completed on one machine, tooling costs are minimal, time is much more predictable & consistent, and outsourcing is rarely needed.
In short, UNI-VEE makes the project both manageable and handy to execute.
(Additionally, with UNI-VEE you have a choice of Ex-Jaw material.)
Many of these same UNI-VEE advantages extend beyond round parts. If you need special “V” angles, want to hold rectangular or hex stock, or decide to hold a chuck for small stock, simply machine the desired Ex-Jaw to the needed shape.
8) UNI-VEE’s Positive operating action;
UNI-VEE’s Toggle action provides the operator with a distinct feel for setting the chain tension.
The rigid, balanced mechanism transfers chain tension feedback directly to the Operator’s hands, without springs or deflection to mask the feeling. While certainly being an advantage in maximum holding applications, this is especially critical when setting lower chain tensions for sensitive setups.
9) UNI-VEE’s Clamp/Release mechanism operates from both sides;
Handy when a flange, machine element, or even a pile of chips block access to the operating mechanism.
However, this capability was mandatory to support the indexing feature.
Note: The Cam Body locks by rotating in one direction. Therefore, when oriented 180°, the opposite side will lock by rotating in the opposite direction, as depicted by the symbols near the hex.
10) UNI-VEE’s Instant operating actions;
Only one movement to clamp and lock, and one movement to unlock and release.
This feature makes bar feeding during a “machine & cutoff” operation on a horizontal mill efficient. In only two movements you’ve unlocked, unclamped, re-clamped and locked the stock and in a matter of seconds the machine is started on the next part.
11) UNI-VEE’s Powerful clamping force;
Balancing force and feel, the progressively increasing leverage gives the UNI-VEE operator immediate confidence in Workpiece security.
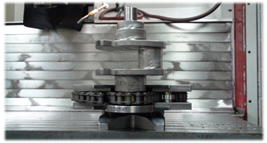
In order to offer security for medium duty machining operations, all applications performed in its development used a single UNI-VEE fixture, and the most severe duty cuts used the Standard Jaw (hardened tool steel, smooth finish).
UNI-VEE torque demonstrations are given using this Standard Jaw with a round, case hardened socket, simulating less-than-perfect surface conditions for resisting movement.
While proving the holding power, this demo uses a breaker bar which applies enough excessive force to rotate the socket and show that the setup doesn’t catastrophically fail. As the excessive force is reduced, UNI-VEE simply arrests the movement and continues safely holding. Under similar conditions, a toe or bar clamp could shift or slip free with dangerous results.
12) UNI-VEE’s Workpiece clamping forces are internally resolved;
The two opposing toggle links cancel out the majority of chain tensioning forces internally and the rigid UNI-VEE body prevents the migration of the Workpiece clamping forces beyond its structure and into your machine elements.
When mounted on accessory fixturing elements such as angle plates and sine plates, clamping a part in UNI-VEE won’t distort the element’s surface and degrade accuracy.
One advantage of this is realized on smaller mills where, without UNI-VEE , toe/bar clamps were used and the tables can bend and become difficult to move.
Another advantage is that internal stress and wear is focused on easily replaced, small parts.
Internally resolved forces are also a fundamental requirement for installing the Workpiece in UNI-VEE while away from the machine and for UNI-VEE + Workpiece portability as a unit.
13) UNI-VEE’s Adjustable final tension and chain position;
Chain tension is adjustable at either end of UNI-VEE. As a bonus, the dual adjustment locations allow the operator to laterally position the links contacting the Workpiece
The Chain tension adjustment is independent from the toggle, allowing a full range of final clamping force. As expected, the force required for both locking and unlocking the toggle is dependent on the final chain tension.
Although final chain tension could be adjusted from one location only, the UNI-VEE design allows lateral adjustment of the chain, helping position the links in the most ideal location on a polygonal or irregular Workpiece.
Another application example is found in using UNI-VEE to secure a lathe style 3-jaw chuck in order to hold smaller parts, where a chain link space needs to be positioned laterally for chuck key access.
Under automated clamping, this feature allows each UNI-VEE to have an individual final tension.
14) UNI-VEE’s Repeatable clamping force;
The Workpiece can be repeatedly released and re-clamped without tension adjustment.
Another feature that makes bar feeding easy, this capability is dependent on same size stock.
15) UNI-VEE’s Constant center height during clamping and releasing;
UNI-VEE has no moving jaws to deflect/change the Workpiece location or adversely affect repeatability.
Many other methods of clamping use one or more moving jaws, affecting Workpiece location repeatability. UNI-VEE’s design keeps the Workpiece in the same place, not only from part to part, but also at different chain tensions. So, the next time you setup the job, it will be in the same place.
16) No Workpiece rotation during UNI-VEE’s clamp & release cycles;
UNI-VEE’s chain is tensioned simultaneously and evenly from both sides.
One of the fundamental goals set from the beginning, orienting details on round Workpieces can be anything from a minor inconvenience to a job killer. UNI-VEE makes this task easy and unremarkable.
17) UNI-VEE’s Integration compatibility;
The Standard UNI-VEE has mounting provisions for easy adaption and attachment to other fundamental fixturing elements.
You can use the standard mounting holes, drill thru, or drill & tap as needed in the designated main body areas. Of course, there is always the wrap-around end slots if a flexible, universal attachment suits the application.
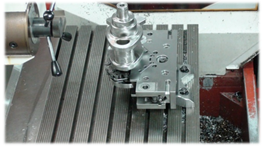
18) UNI-VEE Fits into a standard mill vise;
Often saving the effort and time to R&R the vise.
If your vise is already on the table, just drop in UNI-VEE and you’re ready to go. Choose between placing 1″ deep on parallels to allow toggle operation from front or back, or full depth with spacer blocks on either side between the movable jaw and UNI-VEE. You can even place UNI-VEE against the solid jaw and use satellite blocks under each end to straddle the vise & then toe clamp as desired.
Also, when using a pair of UNI-VEEs, a round Workpiece will generally clear any standard vise bed.
19) UNI-VEE Supports unit transfer without releasing the Workpiece;
UNI-VEE’s strength allows the clamped Workpiece/UNI-VEE combination to be moved as a single unit, leaving the Workpiece location and orientation undisturbed.
Presetting the Workpiece improves machine productivity, while the portability between machines/operations without removing the Workpiece from UNI-VEE decreases additional setups and retains accuracy. Placing a Base Plate at each station offers both quick attachment and indexing options everywhere.
20) UNI-VEE’s Short attachment studs with direct support;
No long, stretchy studs, flexing bars, or risky t-slot stress from unsupported clamping.
The length of the two 5/8″Ø UNI-VEE mounting studs was kept to a minimum, with the structural elements being solid thru the clamping zone, ensuring the maximum clamping stability with no deflection.
Leaving an unsupported t-slot setup clamped adds to the risk of bending or breaking that element, and the longer that setup remains clamped the greater the risk.
The UNI-VEE/Base Plate combination eliminates the need for any unsupported t-slot clamps, while keeping the number of fasteners to a minimum.
As a credit to its independent strength, UNI-VEE has had a Workpiece continuously clamped at its maximum level for greater than a week while unattached to a machine element, without any residual effects.
21) UNI-VEE’s Auxiliary clamping slots wrap around both ends for greater access;
Giving maximum exposure for toe clamping UNI-VEE directly to your machine element.
No matter how you need to position UNI-VEE on your table, you have access to the wrap-around slots. These are also used in clamping the ends on satellite blocks when using the Indexing Base or straddling a vise bed.
22) UNI-VEE’s Minimal coolant pooling;
Features are incorporated into the UNI-VEE design to aid coolant shedding.
When mounted upright, UNI-VEE exhibits almost no coolant pooling because of the clearance in the “V” between the Jaws, and the angled surface under the Sheaves. When laid down, the wrap-around slots eliminate another common source of pooling.
23) UNI-VEE Can be handled without a hoist;
At a weight of under 50 lbs., UNI-VEE can be maneuvered without a hoist.
Since so many applications extend to smaller machines (and most without hoist access), UNI-VEE’s weight allows easy handling by one person. If you can manually handle a basic milling vise, you’ll have no problem handling UNI-VEE.
24) UNI-VEE’s Sealed toggle mechanism operates in an oil bath;
The UNI-VEE design includes Seals on the pistons and also at both ends of the Cam assembly.
In order to reduce contamination of the operating mechanism and maximize component life, the compact toggle mechanism lives in an oil bath, sealed from coolant runoff and chips, and reducing maintenance frequency.
25) UNI-VEE is Easy to service;
UNI-VEE is able to be serviced with minimal tools.
With a short list of instructions, UNI-VEE is easy to completely disassemble and maintain. Removing one small screw, one set screw and two retaining rings allows removing the rest of the components for cleaning or repairs.
Assembly is aided by using a simple Piston Seal Compression Sleeve (included) when sliding the pistons into their bores.
26) UNI-VEE Uses standard, commonly available Chain;
The chain size is standard #80 roller chain.
You can find the chain in stock locally across the nation. Generally, most places will stock the imported brands that, although meeting minimum dimensional requirements, vary in quality and strength.
However, the “Made in USA” chain supplied with UNI-VEE is notably superior to other typically stocked chain in both quality and strength. Please note that in the UNI-VEE application, the chain’s mode of failure is fatigue, not wear…So quality and strength matter!
27) UNI-VEE is Strong enough to be used in a one-block configuration;
Because UNI-VEE’s design places the Workpiece support at the front and back of the “V”, setups requiring only one “V’ block become reasonable.
Single “V” block fixturing is commonly used on surface grinders, creating details on pins, cutting off and facing ends, slotting, creating tapers and angles on rounds, holding cutters, etc. They can also be used in conjunction with vises, sine plates, spin fixtures and angle plates, all with adequate performance in the grinding environment.
However, light duty applications are their limitation. The same setups are not well suited to a machining environment due to the lack of strength, stability and vibration resistance, as well as a giving a gut feeling that there’s no margin of safety.
UNI-VEE brings this single “V” block flexibility into the machining environment with a level of security you’ll find as easy to gain confidence in as a milling vise, but in a “V” block configuration that brings all the above-mentioned flexibility to machining applications.
28) UNI-VEE’s Quick, simple cleanup;
Extra effort was dedicated in the UNI-VEE design to ensure easy Workpiece removal, disassembly and clean up.
With only one motion required to both unlock and unclamp, sliding out the Workpiece is fast.
If you need to lift the Workpiece away, no extra tools are needed. Just push out a pin to remove the Sheave, lift one half of the chain over to the opposite side and you have complete, unobstructed access to the Workpiece.
When finished and ready to clean up, push out both pins to remove the Sheaves, lift the chain up in the center to remove, slide out both Pawls, and rinse off UNI-VEE. This is so much easier and faster than cleaning the basic milling vise, you’ll never dread the task.
29) UNI-VEE’s Compact Storage;
In contrast to its large capability repertoire, UNI-VEE occupies a small storage footprint on the shelf.
Ensuring UNI-VEE won’t be in the way when stored, the small space it occupies is a bonus to its remarkable potential, allowing easy placement for quick access.
30) UNI-VEE’s Quality, replaceable wear parts;
Keeping your UNI-VEE in top condition.
As in most tooling, the type of usage determines their condition. However, all wearing components are replaceable.
31) UNI-VEE is Made in USA.
UNI-VEE is manufactured in Seattle, WA from domestically produced materials.
By manufacturing UNI-VEE ourselves, we can choose the materials and configurations that best suit our goals, many of which the user may not realize for years.
As an example, the coolants used in different parts of the country cater to local production needs but have become so specific to the type of Workpiece material, that when materials are mixed, corrosion and deterioration are possible.
While UNI-VEE’s main body is of cast iron for compatibility with other machine elements and for vibration absorption, many components, including all sealing surfaces, are stainless steel in order to tolerate a wide variety of environments.
Another example is found In handling UNI-VEE, where you’ll notice the radii on the edges. Much of the tooling available would not offer this in order to cut cost, treating it as a luxury. Instead, maybe a chamfer (2 sharp edges!) will be there… or maybe not.
While increasing cost, we don’t consider the radii a luxury item, but a combination of safety, prevention of damage to other elements, and overall consideration for the handler. Our expectations are that UNI-VEE will be picked up, setup, leaned against, bumped into, and cleaned thousands of times. The radii are just one detail that helps us show our support of the shop personnel that perform these duties daily.
Space for cutter under Workpiece

Odd shaped Workpiece appendages

Workpiece access to flush face

Pre-started threads (3/4 – 10)
UNI-VEE demonstrations are underway in the greater Seattle area…
Just contact us and we’ll come to you!